


Tüm ürünler
-
Oilless çalılar
-
Sarılı Bronz Rulmanlar
-
Grafit Fişli Burçlar
-
Bronz Kol Burçlar
-
Kendinden Yağlamalı Düz Rulman
-
Bronz Gleitlager
-
Polimer Düz Yataklar
-
Bimetal Rulman Burçlar
-
Bronz Düz Rulmanlar
-
Plastik Düz Rulmanlar
-
Kendinden Yağlamalı Aşınma Plakaları
-
Paslanmaz Çelik Burçlar
-
Bronz Burçlar Cast
-
Bronz Burç Malzemesi
-
Valf Burç
-
Kendinden Yağlamalı Bronz Burçlar
-
Flanşlı Kol Rulman
-
Kuru Sürgülü Rulman
-
 Kanada konumundan DavidFirmamız viiplus çin bronz gleitlager ithalat, viiplus profesyonel ekibi gümrükleme her zaman pürüzsüz olmasını sağlar. Onlar doğru bir bronz burç sınıflandırma sağlamak, tüm evrak işlemek, Biz kendi kendini yağlayan bronz burçlar aldık. İyi görünüyorlar ve yüksek kalite.
Kanada konumundan DavidFirmamız viiplus çin bronz gleitlager ithalat, viiplus profesyonel ekibi gümrükleme her zaman pürüzsüz olmasını sağlar. Onlar doğru bir bronz burç sınıflandırma sağlamak, tüm evrak işlemek, Biz kendi kendini yağlayan bronz burçlar aldık. İyi görünüyorlar ve yüksek kalite. -
 Kaliforniya'dan ValerieÇin'den bronz gleitlager'ı bazen Hava yoluyla incoterm FOB shanghai altına ithal ediyoruz. viiplus çok iyi bir bronz gleitlager tedarikçisi, onlar çok profesyonel ve sabırlı, biz yeni sipariş bilgilendirmek sonra, onlar zamanında bronz gleitlager üreticisi olacak ve bize zamanlama vermek, ve sonra sadece bronz parçaları almak gerekir
Kaliforniya'dan ValerieÇin'den bronz gleitlager'ı bazen Hava yoluyla incoterm FOB shanghai altına ithal ediyoruz. viiplus çok iyi bir bronz gleitlager tedarikçisi, onlar çok profesyonel ve sabırlı, biz yeni sipariş bilgilendirmek sonra, onlar zamanında bronz gleitlager üreticisi olacak ve bize zamanlama vermek, ve sonra sadece bronz parçaları almak gerekir -
 Almanya'dan PapatyaKovanlı Rulman için en iyi yüzey kaplamaları, daha sıkı eşmerkezlilik ve bronz burçlar malzeme bütünlüğü. Çin'den standart inç ve metrik kovanlı yatakların ve burçların iyi tedarikçisi. https://www.bronzelube.com/
Almanya'dan PapatyaKovanlı Rulman için en iyi yüzey kaplamaları, daha sıkı eşmerkezlilik ve bronz burçlar malzeme bütünlüğü. Çin'den standart inç ve metrik kovanlı yatakların ve burçların iyi tedarikçisi. https://www.bronzelube.com/
İlgili kişi :
Tiffany
Telefon numarası :
+86 18258386757
Naber :
+8618258386757
Metal Damgalama Kalıpları İçin Kendinden Yağlamalı Slayt Plakası 45 Derece




| Menşe yeri | Çin'de Yapılan Kendinden Yağlı Aşınma Plakası |
|---|---|
| Marka adı | bronzelube.com |
| Sertifika | industry standards (VDI, JIS, NAAMS, SMC). |
| Model numarası | Aşınma Plakaları - SelfLube Kalıp ve Kalıp Ürünleri |
| Min sipariş miktarı | Bronz Hassas Aşınma Plakaları ve Siparişe Göre Yağlama Parçaları |
| Fiyat | US$0.11 - US$21.11 / Pieces,NEGOTIABLE |
| Ambalaj bilgileri | İyi bilgi etiketine sahip kartonlar |
| Teslim süresi | 3-20 iş günü içinde kargoya verilir |
| Ödeme koşulları | ADVANCE TT,L/C,WESTERN UNION |
| Yetenek temini | Kendinden Yağlamalı Rulman İmalatı Boyutlar Tolerans Montajı |

Ücretsiz numune ve kuponlar için bana ulaşın.
Naber:0086 18588475571
sohbet: 0086 18588475571
Skype: sales10@aixton.com
Herhangi bir endişeniz varsa, 24 saat çevrimiçi yardım sağlıyoruz.
xÜrün ayrıntıları
| Bearings | Slide Plate continuous casting | Type | Solid lubricating bearings, Thrust Bearing Washer |
|---|---|---|---|
| Quality | Wear Plates - SelfLube Mold and Die Products | uses | Metal stamping dies,plastic molding,molds, special machines and heavy equipment |
| Production Feature | Casting Bronze Wear Plate Parts | Material | Copper alloy+Special solid lubricant, with or without self-lubricating graphite. |
| Size | wear plates come in a broad range of standard inch and metric sizes | custom configurations for special sizes | hole patterns or graphite patterns. |
| Bearing Bushing Factory Price | tiffany@viiplus.com | Self-lubricating Bearing Bushing Manufacturer | https://www.viiplus.com/ |
| High Light | Bronze Wear Plates , Self Lubricating - Special Brass Alloy | Self Lubricating Graphite Plugged Bronze Plate | Bronze Wear Plate and Pad for Industrial Machinery, manufacturer of bronze sleeve bushings, we often receive requests for a variety of product types. |
| Bush Bearings Manufacturers Suppliers Exporters | plain bearings. Long, maintenance-free service, manufactures bushings in various designs and from different materials. tiffany@viiplus.com, Bushings - Configure and purchase - https://www.viiplus.com/ | ||
| Vurgulamak | Kendinden Yağlamalı Slayt Plakası,Kendinden Yağlamalı Slayt Plakası 45 Derece,Metal Damgalama Kalıpları Slayt Plakası |
||
Ürün Açıklaması
MağazaKendinden Yağlamalı Kayar Plaka 45 Derece İç VÇin'den gelen tüm Yağsız Kaydırma Plakaları Tip·2 Cıvata Deliği / 3 Cıvata Deliği / 4 Cıvata Deliği ve Kılavuz Bileşenleri ihtiyaçlarınız için bronzgleitlager.com adresinden.
45 derecelik açıya sahip metal damgalama kalıpları için özel olarak tasarlanmış kendinden yağlamalı kayan plakamızla tanışın.Bu yenilikçi kayar plaka, olağanüstü yağlama ve aşınma direnci sağlayacak şekilde tasarlanmıştır ve metal damgalama işlemleri sırasında sorunsuz ve verimli çalışma sağlar.
Kayar plaka, kendi kendini yağlama özellikleri sergileyen, harici yağlama ve bakım ihtiyacını azaltan yüksek kaliteli malzemelerden yapılmıştır.Bu özellik yalnızca damgalama işlemini basitleştirmekle kalmaz, aynı zamanda kalıp ve kayar plakanın ömrünü uzatarak arıza süresini ve işletme maliyetlerini azaltır.
Kayar plakanın 45 derecelik açısı, hassas hizalama ve metal damgalama kalıplarına kolay entegrasyon sağlar.Damgalama işlemi için optimum destek ve rehberlik sağlayarak güvenli ve sağlam bir uyum sağlar.
Aşınmış kayar plakaları değiştirmek veya mevcut metal damgalama ekipmanınızı yükseltmek istiyorsanız, 45 derecelik açıya sahip kendinden yağlamalı kayar plakamız mükemmel bir seçimdir.Güvenilir performans, dayanıklılık ve bakım kolaylığı sunarak metal damgalama uygulamaları için uygun maliyetli bir çözüm haline getirir.
Sıradan eğik kama mekanizması, kaydırıcı genellikle alt kalıba bağlanır, böylece tasarım ve hareket nispeten basittir, ancak bazı durumlarda kaydırıcı alt kalıba takıldığında parçaların beslenmesi ve çıkarılması uygun değildir. veya kalıbın diğer fonksiyonlarının gerçekleştirilmesini etkiliyorsa, asılı kama mekanizması dikkate alınmalıdır; kaydırıcının hareketine göre, eğimli kama mekanizması düz eğimli kama mekanizması ve eğimli eğimli kama mekanizmasına (kalıp gövdesi ve eğim için kaydırıcı temas yüzeyi) .
2, eğik kamanın adı
Kod - iş montaj yüzeyi (W) - strok (ST) - eğimli kamanın açısı (θ ) - sabit mod (anahtar konumlandırma için K, pim konumlandırma için N)
3, Yaygın olarak kullanılan çeşitli takoz türlerinin avantajları ve dezavantajları
a,Yatay eğimli kama: Parçaları çıkarma problemini tam olarak düşünmek gerekir.
b, asılı kama: iyi işlenebilirlik, ancak araştırma ve eşleştirme zorluklarının sınırı.
c, çift etkili kama: daha fazla yer kaplar ve karmaşık yapı, kalıbın sağlamlığına etki eder (döner kama alternatifi).
4, eğik kama kalıbı eğik kama vuruş tasarımı içeriği ifade etmelidir
1) eğimli kama kaydırıcının stroku: ST
2) Eğimli kama vuruşu: L
3) Eğimli kama çalışma stroku: W
4) Eğimli kama pres plakasının stroku: C
5) Eğimli kama açısı: θ
6)Üst pres çekirdeği eyleminin başlangıç noktası:P
7) Üst ve alt kalıp kılavuzunun bağlantı noktası: G
5, Kayan kamanın dönüş modu
a) Bahar
b) Poliüretan kauçuk
c) silindir
d) Azot yayı
e) Diğer yöntemler
Geri dönüş kuvveti kaynağı olarak genel olarak yaylar kullanılır ancak aşağıdaki durumlarda silindir gibi diğer geri dönüş yöntemleri de kullanılır.
a) eğim kamasının stroku nispeten uzundur, yay strok gereksinimlerini karşılayamaz
b) yeniden konumlandırılması gereken çift etkili eğim takozları.
Genel Değerlendirmeler.
1) Yayı ve silindiri eğik kama kalıp kaydırıcısına takarken, montaj konumuna, eğik kama kaydırıcının hareket momentine göre, ayarlanan kaydırıcının genel dengeyi elde etmek için aşağıdakileri dikkate alması gerekir
a) Kaydırma kılavuzu yüzeyine mümkün olduğu kadar yakın (yükseklik yönü)
b) Kamalı kaydırıcının her iki ucunda (yatay yönde) kılavuz rayına mümkün olduğunca yakın monte edilir
(2) kalıp yapısı, bakım yayının veya silindirin, kalıbın büyük bileşenlerini sökmeden değiştirilebileceği varsayımını dikkate alacak şekilde tasarlanmalıdır.
6, eğimli kama kaydırıcının geri dönüş kuvvetini belirleme prensibi
Yatay eğimli kama kalıbı
(Kayan takozun toplam ağırlığı*1,0) veya daha fazla
Eğimli kama kalıbı
(Kayma takozunun toplam ağırlığı * 1,5) veya daha fazla
Kendi kendine yapılan eğik kama kısmı için, geniş kapsamlı hususlar nedeniyle, daha kapsamlı konuların dikkate alınması gerekir, burada ayrıntılı bir açıklama yoktur (soğuk çalışanlar veya altın asistanı tarafından açıklanacaktır)
7, standart eğimli kama kalıbının tasarımı
Parça süreç diyagramına ve 3 boyutlu dijital modele sahip olmanın öncülüğünde
aşağıdaki adımlarla tasarlanabilir.
1) Öncelikle deliğe dik bir düz çizgi çizin (aşağıdaki şekle bakın)
2) İkinci olarak, standart eğimli kamanın açısını belirlemek için XY düzlemindeki (kalıp tabanı üzerindeki) düz çizgiyi yansıtın, ölçülen gerçek açı: 8°, standart eğimli kamada böyle bir özellik yoktur, yaklaşım çok yakın bir spesifikasyon almaktır: 10° eğimli kama.
b) Eğik kamanın kalıp düzlemindeki yerleştirme açısını belirleyin
Standart eğimli kamanın yerleştirme açısını belirlemek için yine YZ düzlemindeki projeksiyon hattını projelendirin, ölçülen değer: 10 ° (her şirketin işleme tezgahının kapasitesine, herhangi bir açıda işlenebilmesine dikkat etmek gerekir) veya özel bir açı gereksinimleri vardır)
C) Eğimli kamanın kesit boyunca montaj yüksekliğini ve konumunu belirleyin
1) Zımbanın konumu belirlenir ve içbükey kalıp setinin açısı ve konumu ile dönme önleyici açı doğru bir şekilde belirlenir;
2) Takoz, kalıp tutucu üzerindeki yerleştirme açısına ve zımba tutucunun konumuna göre yerleştirilir.
D) Delgi tutucusunun kurulum yöntemini kalıbın fiili durumuna göre seçin.
Kayar kama üzerindeki kuvvet dengesi açısından bakıldığında en ideal sabitleme yöntemi, zımbanın kuvvet noktasının kayan kamanın merkezinde mümkün olduğu kadar kontrol edilmesidir ve sabitleme yuvasının montaj yöntemi buna göre düzenlenmiştir. özel durumlarda fiili durum;Kayar kamanın kalıp tutucu üzerindeki yaklaşık konumu, zımba sabitleme yuvasının sabitleme açısına göre belirlenir.
E) Eğimli kama sürgüsünün ve zımba sabitleme koltuğunun sabit konumu ve kesit çizimine göre, eğimli kamanın montaj yüksekliği ve düzlem konumu belirlenir ve eğimli kamanın montaj yüksekliği ve düzlem koordinat boyutu tamsayılardır ( 0 ve 5 sonunda) mümkün olduğunca.
F) Standart eğik kama kalıbı tasarlanırken eğik kamanın stroku sabit olduğundan aşağıdaki hususlar dikkate alınmalıdır.
Sıradan eğimli eğik kama.
Çalışan kısım alt kalıba sabitlendiğinden parçaların sorunsuz beslenebileceğine dikkat edilmelidir;stroku, flanş kenarının genişliğinden + flanş eğimli kama kesme veya delme veya flanşlama mesafesi + 20~30 mm'den az olmamasını sağlamalıdır (Not: Otomatik damgalama ise 30 mm, olduğunda 50 mm olmalıdır) manuel olarak çalıştırılır)
Eğimli kama kaydırıcı darbesini kaldırın.
Flanştan eğimli kamanın kesilmesine, delinmesine veya flanşlanmasına kadar olan mesafe +20mm;
Eğimli kamanın kaldırılması, kaydırıcıya monte edilen çalışma bileşenlerinin (zımba, yan kesici blok, flanş bloğu) pres çekirdeğinin montajını ve sökülmesini etkileyip etkilemediğinin dikkate alınmasını gerektirir;ve eğimli kama ile pres çekirdeği arasında taşlama için yeterli alanın olup olmadığı.
G)Hurdaların imhası
(1) Hurdayı mümkün olduğu kadar büyük bir delikten geçirin.
2) Bazen hurdanın tıkanmasını önlemek için, yan delme deliğinin hurdasının üst malzeme cihazını arttırması gerekir.
(3) Dönmeden sonra ortaya çıkması durumunda hurdanın maksimum boyutunun genişliğini tam olarak dikkate almak için hurda kaydırma deliği tasarlamak için dökümler.
(4) Hurda çok uzunsa, hurdadan düzgün bir kayma elde etmek ve kalıbın gücünü artırmak için hurda bıçağını artırmayı düşünün.
5) Esnek ejektör pimi dışbükey (içbükey) kalıbını aşağıdaki durumlarda kullanmak için.
a) Hurdanın parça parça dışarı kaymasını sağlamak için.
b) Hurda düştüğünde durumunu kontrol etmek istiyorum.
6) Hurdanın geri tepmesi durumunda.
a) Kalıba giren bıçağın miktarı büyük olmalıdır.
b) hurda ejektör cihazını kurmanız gerekir.
7) Aşağıdaki durumlarda kılavuz cihazını arttırmanız gerekir.
a) Atık boşaltma tarafında boş alan bulunmamalı, zımba çapının en az iki katı kadar dikey açıklığa sahip, dik açılı yönde dikey bir düşüşe dönüştürülmelidir.
b) Her iki tarafa da aynı anda delik açılırsa, bölme piminin arttırılması gerekir.
H) Standart diyagonal kamalı kalıp presinin sınıflandırılması.
Pres, parçaların konumlanmasını ve deformasyonunu önlemek için kullanılır ve şekline ve hareket yönü sayısına göre üç tipe ayrılabilir.
a) Üst sıkıştırma malzemesi çekirdeği
Avantajları şunlardır: Sıkıştırma kuvveti nispeten büyüktür, bu nedenle parçaların deformasyonu konusunda endişelenmenize gerek yoktur;dikey duvara yakın ve yan duvarın ucuna yakın, üst sıkıştırma çekirdeğiyle ayrılmış.
b) Eğimli kama tarafı sıkıştırma çekirdeği
c) Yan sıkıştırma malzemesi ve pozitif sıkıştırma malzemesi payı
Yan sıkıştırma malzemesinin yetersiz sıkıştırma kuvveti.
Kararsız parçalar.
Pozitif pres malzemesi, parça üzerindeki yan pres malzemesinden 10 mm daha erken preslenmelidir.
I) Eğimli kamanın konumlandırılması ve anti-yanal kuvveti
(b) Eğimli takozun iki tip pim konumlandırması ve anahtar konumlandırması vardır.
(b) Yanal kuvvetleri önlemek için önlemler gerektiren daha kalın malzemeli bir yan düzeltme ve flanşlama.
Yanal kuvvetleri önleyecek ölçü ve formlar.
Yönlendirici cihazların eklenmesi.
www.DeepL.com/Translator ile çevrilmiştir (ücretsiz sürüm)
![]()
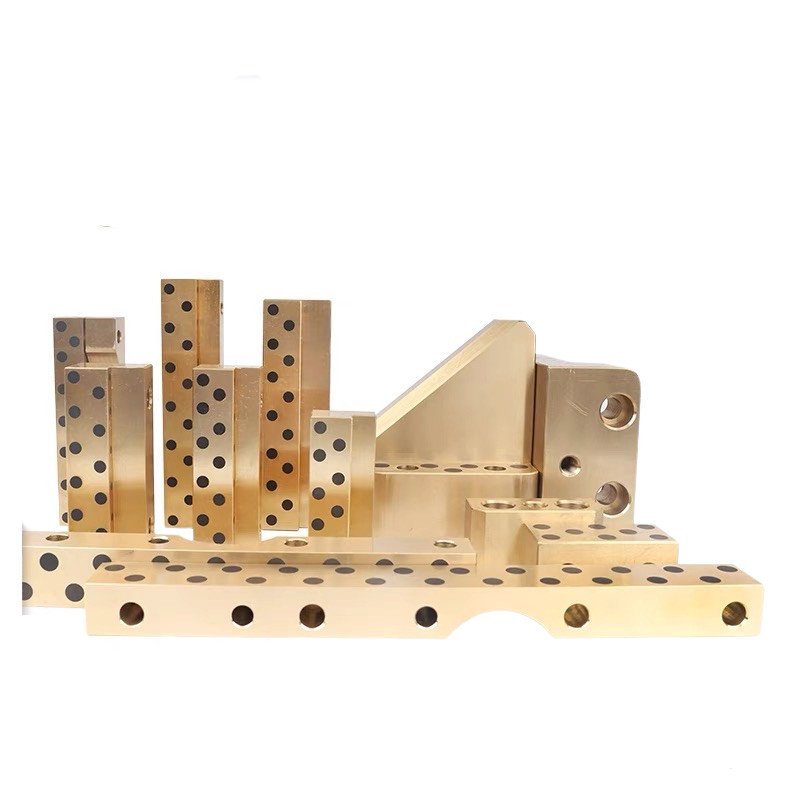
Yağsız Kaydırma Plakaları - Yağlama Delikli Yağsız Kaydırma Plakaları
Bakır alaşımı+Özel katı yağlayıcı
Yağsız Kaydırma Plakası (10mm)
Kalıp/kalıp, makine, otomasyon, inşaat, otomobil gibi birçok kuru uygulamada üniversal kullanım için Yağsız Kayar Plaka.Yağsız, kendinden yağlamalı olup gressiz çalışır.
(Yüksek Mukavemetli Pirinç / Bakır Alaşımı + Katı Yağlayıcı)
Kendinden Yağlamalı Bronz Aşınma Plakası, bronz kayar plakalar, kayar plakalar, Yağsız kayar plakalar.
Ürettiğimiz bakır alaşımlı aşınma plakalarına sahip tamamen işlenmiş bronz yağsız kayar plakaların çoğu kendinden yağlamalıdır.Bu, bronz plakanın grafit tapalarla tıkanması işlemiyle elde edilir.Tam bir ürün yelpazesi sunuyoruzgrafit yatakları takın.Grafit tıkaçlı parçalarımız hakkında daha fazla bilgiyi burada bulabilirsiniz.
Aşınma Plakaları - SelfLube Kalıp ve Kalıp Ürünleri, tıkalı grafit bronz Bakır alaşımlı aşınma plakalarına sahip yağsız kayar plakalar daha geniş bir boyut yelpazesinde mevcuttur.
özel boyutlar, delik desenleri veya grafit desenleri için özel konfigürasyonlar. Çin'de üretilmiştir.Dökme Bronz Aşınma Plakası Bakır alaşımlı yağsız kayar plakalar
Dökme Bronz Aşınma Plakamız sürekli döküm olarak bilinen bir yöntemle üretilmektedir.Sürekli döküm yoluyla elde edilen ince taneli yapı, statik döküm yöntemleriyle ilişkili döküm kusurlarını neredeyse tamamen ortadan kaldırır.Bu yoğun yapı gözeneklilik içermez ve bu da takımınızın ömrünü uzatır.
Kendinden Yağlamalı Aşınma Plakaları Bakır alaşımlı yağsız kayar plakalar Kam Kayma Kılavuzu, TAPA GRAFİT BRONZ BURÇLAR Bakım Gerektirmeyen Düz Yataklar lamina saplama kızakları.
Kurulumu kolay, son derece dayanıklı.Optimize edilmiş tasarımı, bronz burçlar için kolay kurulum, düşük gürültülü çalışma, yerden tasarruf ve daha uzun servis ömrü sağlar.
Kaydırma elemanları/Kam bileşenleri/Kam üniteleri/Plastik kalıp bileşenleri
Katı Bronz Metalik Kendinden Yağlamalı Rulman |Flanşlı Bronz Burçlar
Döküm Bronz Kovanlı (Düz) Rulmanlar.Standart kayar yatak stok boyutu.
Bu standartlar çoğu uygulama için kullanıma hazır ekonomi sağlar
Döküm Kalay Bronz SAE 620 C90300 Bronz Burçlar
C90300 BRONZ GRAFİT BURÇLAR “YEŞİL” kurşunsuz bir alaşımdır
Kalay Bronz BURÇLAR – Donanma G QQC-390B Tip II ve Tip III
CDA 903 SAE 620 88-8-0-4 ASTM B505
Döküm Kalay Bronz SAE 620 |
||||||||||
Öğe |
||||||||||
Cu(1,2) |
kurşun |
sn |
Zn |
Fe |
P(3) |
Ni(4) |
Al |
S |
Sb |
Si |
Min (%) |
86 |
|
7.5 |
3 |
|
|
|
|
|
|
Maksimum (%) |
89 |
0,3 |
9 |
5 |
0,2 |
0,05 |
1 |
0,005 |
0,05 |
0,2
|
Döküm Kalay Bronz C90300 Burçlar
VIIPLUS C90300 DÖKÜM BRONZ BURÇLARüstün kalite ve performans sağlar.Sürekli döküm,yüksek yoğunluklugözeneksiz tane yapısı, takım aşınmasının ve parça atıklarının azaltılmasını sağlar.
Masif çubuklar 13" artışlarla ve 105" uzunluklarda stoklanır ve diğer uzunluklarda ve standart olmayan boyutlarda mevcuttur.Özel rulmanlara, prototip rulmanlara veya acil onarımlara ihtiyaç duyduğunuzda çubukları kullanmayı düşünün.
Kimyasal bileşim
|
|
Öğe |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
Cu(1,2) |
kurşun |
sn |
Zn |
Fe |
P(3) |
Ni(4) |
Al |
S |
Sb |
Si |
|
|
|
|||||||||||
|
Min (%) |
86.0 |
|
7.5 |
3.0 |
|
|
|
|
|
|
|
|
Maksimum (%) |
89.0 |
0.30 |
9.0 |
5.0 |
0.20 |
0,05 |
1.0 |
0,005 |
0,05 |
0.20 |
0,005 |
C90300 TENEKE BRONZ Burçlar.
VIIPLUS INTERNATIONAL'dan Bakır, Pirinç ve Bronz Alaşımlar
Sınıflar:
BS 1400 (LG1, LG2, LG4, LG3, PB1, PB2, PB3, PB4, LPB1, LB1, LB2, LB3, LB4, AB1, AB2, HTB3, HTB1)
UNS (C62500, C83600, C84400, C86200,C86300, C87200, C90700, C93200, C93700, C93800, C95200, C95500)
BS EN (CC490K, CC491K, CC493K, CC480K, CC483K, CC482K, CC495K, CC496K, CC331G, CC333G, CC762S, CC764S).
Mfgr Süreci: Savurma Döküm, Sürekli Döküm.
Formlar: Yuvarlak Çubuk, Altıgen Çubuk, Kare Çubuk, Dikdörtgen Çubuk, Borular, İçi Boş Çubuk, Altıgen İçi Boş Çubuk, Kare ve Dikdörtgen İçi Boş Çubuk, Burçlar, Halkalar (ihtiyaca göre) vb.
|
Ortak Döküm Bakır Alaşımları için İlgili Özellikler ve Uygulamalar |
|||||
|
Alaşım Açıklaması |
Amerikan Spesifikasyonu |
Amerikan Spesifikasyonu |
Alman Özel. |
İngiliz Spesifikasyonu |
Tipik Malzeme Uygulamaları |
|
BM |
SAE |
alaşım |
alaşım |
||
|
Cu85 Sn5 Zn5 Pb5 |
C83600 ( CDA 836) |
40 |
CuSn5ZnPb |
LG2 |
Pompa bileşenleri, küçük dişliler, yataklar, çarklar, flanşlar, alçak basınç valfleri ve bağlantı parçaları. |
|
Cu83 Sn3 Zn8 Pb6 |
C84400 (CDA 844) |
- |
CuSn2ZnPb |
*LG1 |
Hafif hizmet rulmanları, genel donanımlar, donanımlar, alçak basınç valfleri ve bağlantı parçaları. |
|
Cu63 Al6 Fe3 Mn3 Zn25 |
C86300 (CDA 863) |
430B |
- |
- |
Dişliler, kamlar, yavaş hızlı ağır yük yatakları, vidalı somunlar için ağır hizmet tipi yüksek mukavemetli alaşım. |
|
Cu88 Sn8 Zn4 |
C90300 (CDA 903) |
620 |
- |
- |
Rulmanlar, burçlar, piston segmanları, valf bileşenleri, conta halkaları, buhar bağlantı parçaları ve dişliler. |
|
Cu88 Sn10 Zn2 |
C90500 (CDA 905) |
62 |
CuSn10Zn |
*G1 |
Deniz pompaları, valfler, yataklar, burçlar, piston segmanları, buhar bağlantı parçaları ve dişliler. |
|
Cu89 Sn11 |
C90700 (CDA 907) |
65 |
CuSn12 |
*PB1 |
Ağır hizmet dişlileri, yüksek yük yatakları, burçlar ve sonsuz dişliler. |
|
Cu88 Sn6 Zn4 Pb2 |
C92200 (CDA 922) |
622 |
- |
LG3 |
550 F'ye (287 C) kadar kullanım için vanalar, bağlantı parçaları, Orta basınçlı hidrolik ve buhar basıncı parçaları |
|
Cu87 Sn11 Ni2 |
C92500 (CDA 925) |
640 |
CuSn12Ni |
CT2 |
Dişliler, sonsuz dişliler - İyi şok direnci, Otomotiv senkronizatör halkaları. |
|
Cu87 Sn11 Pb2 |
C92700 (CDA 927) |
63 |
CuSn12Pb |
LB3 |
Ağır hizmet tipi rulmanlar, burçlar, piston segmanları, valf bileşenleri, buhar bağlantı parçaları, dişliler. |
|
Cu83 Sn7 Zn3 Pb7 |
C93200 ( CDA 932) |
660 |
CuSn7ZnPb |
|
Orta hızlar ve basınçlar için genel kullanım amaçlı rulmanlar, burçlar ve aşınma plakaları. |
|
Cu85 Pb10 Sn5 |
C93500 (CDA 935) |
66 |
- |
LB4 |
yüksek hızlı rulmanlar, burçlar, yüksek hızlı hafif yükleme ve hafif basınçlı parçalar. |
|
Cu80 Pb10 Sn10 |
C93700 (CDA 937) |
64 |
CuPb10Sn |
LB2 |
Yüksek hız ve ağır basınçlara yönelik rulmanlar, pompa parçaları, basınca dayanıklı dökümler. |
|
Cu78 Pb15 Sn7 |
C93800 (CDA 938) |
67 |
CuPb15Sn |
LB1 |
Turboşarj rulmanları, genel hizmet ve orta basınçlara yönelik rulmanlar, demiryolu uygulamaları. |
|
Cu87 AI10 Fe3 |
C95400 (CDA 954) |
- |
CuAI10Fe |
- |
Yüksek mukavemetli rulmanlar, burçlar, dişliler, sonsuz vidalar, aşınma plakaları, valf yuvaları ve kılavuzlar. |
|
Cu81 AI10 Ni5 Fe4 |
C95500 (CDA 955) |
- |
CuAI10Ni |
- |
Yüksek mukavemetli rulmanlar, korozyona dayanıklı parçalar, uçak valf kılavuzları ve koltuklar. |
|
Cu80 AI10 Ni6 Fe4 |
C95800 (CDA 958) |
- |
CuAl10Ni |
AB2 |
Kirlenme önleyici tuzlu su korozyonuna dayanıklı parçalar ve genel denizcilik donanımı. |
|
Fosfor Bronz Sınıf I |
C54400 |
|
CuSn4 |
PB101 |
|
|
Fosfor Bronz Sınıf I |
C54400 |
CuSn4 |
PB101 |
|
Fosfor Bronz Sınıf II |
C51000 |
CuSn5 |
PB102 |
|
Fosfor Bronz Sınıf III |
C51900 |
CuSn6 |
PB103 |
|
Fosfor Bronz |
C52100 |
CuSn8 |
PB104 |
Profesyonel bir özel bakır alaşımı üretim tesisi olan şirket, malzemelerin kimyasal bileşimini, mekanik özelliklerini, fiziksel özelliklerini ve diğer özelliklerini katı iç standartlarla kontrol eder.
Şirket, ilgili bronz alaşımını Çin ve yabancı ülkelerin ilgili marka standartlarına göre üretmektedir.mükemmel performans ve kısa teslimat süresi.
Şirketin mevcut ürün markaları: qsn6.5-0.1, qsn7-0.2, qsn8-0.3, ZCuSn10P1, ZCuPb10Sn10, ZCuPb15Sn8, ZCuPb20Sn5, ZCuSn5Pb5Zn5, ZCuSn6Zn6 Pb3, C54400, C84400, C93200, C93700, C93800 vb.
Ulusal standartlara, Amerikan standartlarına, Alman standartlarına ve özel müşteri standartlarına göre.
Ürün tipi: bakır çubuk, bakır boru, şekilli boru, çubuk dahil.
Silindir Rulman Ürünleri ve Tedarikçileri
Ürün Açıklaması: Manganez Bronz burç
Bu ürün yüksek mukavemetli pirinçten yapılmıştırCuZn25Al6Fe3Mn3Yüksek mekanik özelliklere sahip özel formüle sahip,iyi döküm performansı ve iyi korozyon direncihavada, tatlı suda ve deniz suyunda.Ürünler sürekli döküm makinelerinde, madencilik makinelerinde, gemilerde, gaz türbinlerinde vb. yaygın olarak kullanılmaktadır.
Rulman ve Burçlar
Rulman, radyal destek yatağı ve baskı yatağına ayrılan buhar türbininin önemli bir parçasıdır.Rotorun tüm yerçekimini taşımak ve rotorun silindir içindeki doğru konumunu belirlemek için kullanılırlar.
VSB-50W Yıkayıcı Katı Bronz Metalik Kendinden Yağlamalı Rulmanlar
VSB-50, kendinden yağlamalı bir yatak malzemesidir ve aşağıdaki bileşenlerden oluşur:yüksek kaliterodaj işlemine yardımcı olmak için katı yağlayıcıyla doldurulmuş ceplere ve yatak yüzeyi üzerinde ince bir katı yağlayıcı film tabakasına sahip bronz yatak.VSB-50bakım gerektirmeyenBüyük rulmanlar için yağ veya gres ile yağlamaya gerek duymayan rulmanlar tavsiye edilir.Düşük sürtünme katsayısına sahip
Tanım
Bakır alaşımlı kakma kendinden yağlamalı yatak(yabancı diyor deva. Glide) bakır alaşımlı alt tabakaya, uygun boyutta delmek için belirli bir orana göre sürtünme yüzeyine dayalıdır, düzenli olarak birkaç delik (çap phi d 200 mm veya daha az) veya kör delik (çap phi d) düzenlenir > 200 mm), bir tür yüksek performanslı kendinden yağlamalı yatakların hassas işlenmesiyle deliğe benzersiz bir yağlayıcı katı yağlayıcı ile gömülür.
Yağ filmi yağlamasına bağlı olarak sıradan rulmanların sınırlamalarını aşar, özellikle aşağıdakiler için uygundur:yağsız, yüksek sıcaklık, yüksek yük, düşük hız, kirlenme önleyici, korozyon önleyici, radyasyon önleyici, ayrıca su veya vakumlu çözelti sızmasında ve özel çalışma koşullarında yağlama veya yağlama zor değildir.
Özellikler
VSB-50W YIKAMA Baskı pulları PAW
--İçin uygunDüşük hız, ağır yükveya aralıklı hareket koşulları, yağlama yağı filminin oluşamaması veya sürdürülememesi;
——Çalışma ortamı veya mekanik yapı kısıtlamaları için uygundur, yağlama durumlarının sağlanması zordur;
——Çalışma sırasında darbe yüklerinin oluşmasının kolay olduğu durumlar için uygundur;
——Dönme, ileri geri hareket etme, sallanma ve doğrusal ve diğer hareket biçimleri için uygundur ve sık sık veya yüksek yüklü başlangıç durumlarında başlatılması gerekir;
--İçin uygunyüksek veya düşük sıcaklıkta çalışmaveya büyük olayların ortam sıcaklığı aralığı;
--İçin uygunuzun bakım döngüsü veya yüksek bakım maliyeti,rulman durumlarının uzun servis ömrü gerektirmesi;
——Deniz suyunda ve diğer kimyasal sıvılarda veya gazlarda ve diğer aşındırıcı ortamlarda iyi korozyon direnci kullanılabilir;
——Su emme yok, iyi boyutsal stabilite, yüksek mekanik mukavemet, iyi ısı iletkenliği;
——Orta yük, orta hız, yağlama, karışık yağlama koşullarında servis ömrünü uzatabilir;
Yapı
VSB-50W YIKAMA malzemesigüçlü döküm bronzgömülü özel katı yağlayıcılar içeren metal bazlı.Ana metal dayanıklıdıryüksek yük ve katı yağlayıcılar kendi kendine yağlama sağlar.Rulman aşırı koşullar altında ön yağlama gerektirmeden mükemmel performans gösterirDüşük hızda yüksek/düşük sıcaklık.Bu malzeme, özellikle bakım gerektirmeyen bir rulman çözümü sağlar.yüksek yük, aralıklı salınım hareketi.
Teknik veri
|
Seviye |
50# |
50S1 |
50S2 |
50S3 |
650S5 |
|
Malzeme |
CuZn25AI5Mn4Fe3 |
CuSn5Pb5Zn5 |
CuAI10Ni5Fe5 |
CuSn12 |
CuZn25AI5Mn4Fe3 |
|
Yoğunluk |
8 |
8.9 |
7.8 |
8.9 |
8 |
|
Sertlik |
≥210 |
≥70 |
≥150 |
≥75 |
≥235 |
|
Gerilme direnci |
≥750 |
≥250 |
≥500 |
≥270 |
≥800 |
|
Akma dayanımı |
≥450 |
≥90 |
≥260 |
≥150 |
≥450 |
|
Uzama |
≥12 |
≥13 |
≥10 |
≥5 |
≥8 |
|
Katsayısı veya doğrusal genişleme |
1,9×10-5/°C |
1,8×10-5/°C |
1,6×10-5/°C |
1,8×10-5/°C |
1,9×10-5/°C |
|
Maks.Sıcaklık |
-40~+300°C |
-40~+400°C |
-40~+400°C |
-40~+400°C |
-40~+300°C |
|
Maksimum dinamik yük |
100 |
60 |
50 |
70 |
120 |
|
Maks.hız(Kuru) |
15 |
10 |
20 |
10 |
15 |
|
N/mm²*m/s(Yağlama) |
200 |
60 |
60 |
80 |
200 |
|
Sıkıştırma deformasyonu |
< 0,01 mm |
<0,05 mm |
<0,04 mm |
<0,05 mm |
<0,005 mm |
Kimyasal Bileşimler
|
Ürün No. |
Kimyasal Bileşimler |
||||||||
|
TOB 050 |
Cu |
Zn |
Al |
Fe |
Mn |
Si |
Ni |
sn |
kurşun |
|
60~66 |
22~28 |
5.0~8.0 |
2,0~4,0 |
2,5~5,0 |
<0,1 |
<0,5 |
<0,2 |
<0,2 |
|
Kullanılabilirlik
Rulman formları standart boyutlarda mevcuttur
· Silindirik burçlar
· Flanşlı burçlar
· Kayar plakalar
Siparişe göre yapılan rulman formları: özel boyutlarda standart formlar, baskı rondelaları, flanşlı baskı pulları, yarım rulmanlar, damgalama veya derin çekme ile elde edilen özel şekiller, özelleştirilmiş rulman tasarımları
tipik uygulamalar
-
Su koruma ve hidroelektrik endüstrisi
-
Hidrolik makineler: hidrolik çelik kapı düzlemi destek sürgüsü, düzlem kapı sabit tekerlek yatağı, radyal kapı menteşesi yatağı, hidrolik kaldırma yatağı, kasnak yatağı, transmisyon tekerleği yatağı;
-
Türbin: kılavuz bıçak mili kovanı (kılavuz, kılavuz, kılavuz), tekerlek mili kovanı, pim mili kovanı (bağlantı kolu pimi, itme ve çekme çubuğu pimi, röle piston pimi), aşınma önleyici halka plakası (baskı halkası), aşınma önleyici blok, kontrol ring kenarı döşemesi vb.
-
Metalurji endüstrisi: sürekli döküm makinesi, basınçlı döküm makinesi, gerginlik tesviye cihazı, haddehane, konveyör yatağı, rulo kesme makasları (iki taraflı makaslar, kaykay üzerinde sabit uzunlukta makaslar), vb.
-
Diğerleri: madencilik makineleri, kayan parçalar için gemi makineleri (ankraj), petrol makineleri, tekstil makineleri, inşaat makineleri, kaldırmayla taşıma (kaldırma destek mili kovanı), araç üretim hatları, otomobil kalıbı, hafif sanayi, makineler, takım tezgahı endüstrisi, dolum ekipmanları , rulmanlı zımba çevreleyen ekipmanlar, plastik makineler, enjeksiyon kalıplama makinesi sıkma mekanizması, ekstrüzyon mekanizması, türbin, aletler ve sayaçlar, yüksek voltajlı otomatik anahtar, şömineler, kapı menteşesi, kurutma fırını, fırın ve kağıt makinesi kurutma tüneli, yüksek sıcaklık fırını rulman, rüzgar enerjisi ve diğer endüstriler ve alanlar ile diğer endüstriyel ve tarım makineleri ile.
Burçlar, Yağlamalı Rulmanlar, Kompozit Rulmanlar, Metal Rulmanlar, Kompresör Rulmanları, Metal-polimer, Filament Sargılı, Düz Rulmanlar, Flanşlı Rulmanlar, Polimer Rulmanlar, Flanşlı Burçlar, Pompa Rulmanları, Flanşlı Burçlar, Baskı Plakaları, Endüstriyel Rulmanlar
Önerilen Ürünler
-
VIDEO

-