
|
|

| Marka Adı: | bronzelube.com |
| Model Numarası: | Aşınma Plakaları - SelfLube Kalıp ve Kalıp Ürünleri |
| Moq: | Bronz Hassas Aşınma Plakaları ve Siparişe Göre Yağlama Parçaları |
| fiyat: | US$0.11 - US$21.11 / Pieces,NEGOTIABLE |
| Ödeme Şartları: | ADVANCE TT,L/C,WESTERN UNION |
| Tedarik Yeteneği: | Kendinden Yağlamalı Rulman İmalatı Boyutlar Tolerans Montajı |
Özellikle 45 derecelik bir açıyla metal damgalama için tasarlanmış kendi kendine yağlanan kaydırma plakamızı sunuyoruz.Bu yenilikçi kaydırma levhası olağanüstü yağlama ve aşınma direnci sağlamak için tasarlanmıştır, metal damgalama işlemleri sırasında sorunsuz ve verimli çalışmayı sağlar.
Kaydırma plaka, dış yağlama ve bakım gereksinimini azaltan, kendi kendini yağlayan özelliklere sahip yüksek kaliteli malzemelerden yapılmıştır.Bu özellik sadece damgalama işlemini basitleştirmekle kalmaz aynı zamanda matris ve kaydırma plakanın ömrünü uzatır, duraklama sürelerini ve işletme maliyetlerini azaltır.
Kaydırma plakanın 45 derecelik açısı, hassas bir hizalama ve metal damgalama matlarına kolayca entegre olmayı sağlar.damgalama süreci için en iyi desteği ve rehberliği sağlamak.
Eğer yıpranmış kaydırma plakalarını değiştirmek veya mevcut metal damgalama ekipmanınızı yükseltmek istiyorsanız, 45 derecelik bir açıyla kendi kendine yağlanan kaydırma plakamız mükemmel bir seçimdir.Güvenilir bir performans sunuyor., dayanıklılığı ve bakım kolaylığı, metal damgalama uygulamaları için uygun maliyetli bir çözüm haline getiriyor.
Sıradan eğimli eğimli mekanizma, kaydırıcı genellikle alt kaymaya bağlanır, böylece tasarım ve hareket nispeten basittir, ancak bazı durumlardakaydırıcı alt döngüye takıldığında, parçaların beslenmesi ve çıkarılması uygun değilse veya kalıbın diğer işlevlerinin gerçekleştirilmesini etkilediğinde, asılı kenar mekanizması dikkate alınmalıdır,kaydırıcının hareketine göre, eğimli çivil mekanizması düz eğimli çivil mekanizması ve eğimli çivil mekanizması (şekil vücudu ve eğimli için kaydırıcı temas yüzeyi) olarak bölünebilir.
Eğimli kenarın adı
Kod - çalışma montaj yüzeyi (W) - vuruş (ST) - eğimli kenenin açısı (θ ) - sabit mod (K anahtar pozisyonu için, N iğne pozisyonu için)
Genellikle kullanılan farklı tiplerde bulunan çivilerin avantajları ve dezavantajları
a,Yatay eğimli kenar: parçaların çıkarılması problemini tam olarak göz önünde bulundurmak gerekir.
b, asılı kenar: iyi işlenebilirlik, ancak araştırma ve eşleştirme zorluklarının kenarı.
c, çift eylemli çivisi: daha fazla alan ve karmaşık yapı işgal eder, kalıp dayanıklılığı etkilidir (döner çivisi alternatif).
Eğimli çentik kalıbı eğimli çentik darbe tasarımı içeriğini ifade etmelidir
1) Eğimli çentik kaydırıcısının çarpması: ST
2) Eğlenceli çiviler:L
3)Eğiliş çene çalıştırma çarpması:W
4) Eğri çivil baskı plaka çarpması:C
5)Kilin eğim açısı:θ
6) Üst basınç çekirdek eyleminin başlangıç noktası:P
7) Üst ve alt matrikel kılavuzu bağlanma noktası: G
Kaydırma çubuğunun geri dönüş modu
a) Bahar
b) Polyuretan kauçuk
c) Silindir
d) Azot kaynağı
e) Diğer yöntemler
Genel olarak, yaylar geri dönüş kuvveti kaynağı olarak kullanılır, ancak aşağıdaki durumlarda silindirler gibi diğer geri dönüş yöntemleri kullanılır.
a) Eğitme çubuğunun çarpması nispeten uzun, yay çarpma gereksinimlerini karşılayamaz
(b) yeniden konumlandırılması gereken çift eylemli eğim çivileri.
Genel düşünceler.
1) Yay ve silindir, eğimli eğimli kayma kaydırıcıya monte edildiğinde, montaj konumuna göre, eğimli eğimli kaydırıcı hareket anı,ayar kaydırıcı genel denge elde etmek için aşağıdakileri dikkate almak gerekir
a) Kaydırma rehberi yüzeyine mümkün olduğunca yakın (yükseklik yönü)
b) Kilin kaydırıcısının her iki ucunda rehber rayına mümkün olduğunca yakın olarak monte edilmiştir (uzay yönünde)
(2) kalıp yapısı, kalıpın büyük bileşenlerini sökmeden bakım yayının veya silindirinin değiştirilebileceği öneriyi dikkate alarak tasarlanmalıdır.
Eğimli çınlama kaydırıcısının geri dönüş kuvvetini belirleme ilkesi
Yatay eğimli kenar kalıbı
(Sürükli kenenin toplam ağırlığı*1.0) veya daha fazla
Eğimli çiviler
(Sürükli kenenin toplam ağırlığı * 1.5) veya daha fazla
Kendi kendine yapılmış eğimli kenar kısmında, dahil olan çok çeşitli yönlerden dolayı, daha kapsamlı konularda düşünülmesi gerekir.Burada ayrıntılı bir açıklama yok (soğuk işçiler veya altın asistanı tarafından açıklamak için özel)
Standart eğri kenar kalıbının tasarımı
Parça işlemi diyagramı ve 3 boyutlu dijital modeli var varsayımına göre
Aşağıdaki adımlarla tasarlanabilir.
1) Öncelikle, delik normal bir düz çizgi yapmak (aşağıdaki resme bakın)
2) İkincisi, standart konvik kenenin açısını belirlemek için XY düzlemine (kalıp tabanına) düz çizgiyi yansıtın, gerçek ölçülen açı: 8°,Standart konvekli çivide böyle bir özellik yoktur., yaklaşım çok yakın bir özellik almak için: 10° kemerli kenar.
b) Kalıp düzleminde swash kenenin yerleştirme açısını belirleyin
Tekrar YZ düzlemine projeksiyon çizgisini yansıtmak için standart konvel kenenin yerleştirme açısını belirlemek için, ölçülen değer:10 ° (her şirketin işleme makinelerinin kapasitesine dikkat edilmesi gerekir)Herhangi bir açıda işlenebilir veya özel açı gereksinimleri vardır)
C) Çapraz kesim boyunca swash kenenin kurulum yüksekliğini ve konumunu belirlemek
1) Penç pozisyonu belirlenir ve konkav matris setinin açısı ve konumu ve dönüş karşıtı açısı doğru bir şekilde belirlenir;
2) Kilin, döngü tutucusu üzerindeki yerleştirme açısına ve yumruk tutucunun konumuna göre yerleştirilmektedir.
D) Çakma tutkunun montaj yöntemini matrosun gerçek durumuna göre seçin.
Kaydırıcı eğim üzerindeki kuvvet dengesi açısından, en ideal sabitleme yöntemi, yumruğun kuvvet noktasını mümkün olduğunca kaydırıcı eğim ortasında kontrol etmektir.ve sabitleme koltuğunun montaj yöntemi özel durumlarda gerçek duruma göre düzenlenir.; kaydırma çubuğunun döngü tutucusu üzerindeki yaklaşık konumu, yumruk sabitleme koltuğunun sabitleme açısına göre belirlenir.
E) Kısayol kenar kaydırıcısının sabit konumuna ve çapraz kesim çizimine göre, kenar kenarın montaj yüksekliği ve düzlem pozisyonu belirlenir.ve montaj yüksekliği ve düzlem koordinat büyüklüğü şeritli kenenin mümkün olduğu kadar tam sayılar (0 ve 5 sonunda).
F) Standart eğimli eğimli matrosu tasarlarken, eğimli eğimli matrosun çarpması sabitlendiğinden aşağıdaki konular dikkate alınmalıdır.
Sıradan bir eğimli kılıç.
Çalışma parçası alt matrisine sabitlendiğinden, parçaların sorunsuz beslenebileceği düşünülmelidir.Çarpışması, flens kenarının genişliğinden + flens kenarının kesme veya delikleme veya flensleme mesafesinden + 20 ~ 30mm'den daha küçük olmadığını sağlamalıdır (Not): 30mm otomatik damgalama ise, elle çalıştırıldığında 50mm olmalıdır)
Çizgi çemberin kaydırıcısını kaldır.
Flanş'tan konvik çivisinin kesilmesine, delinmesine veya flanş edilmesine olan mesafe +20 mm;
Beveled wedge kaldırma kaydırıcıya monte edilen çalışma bileşenlerinin (punch, yan trimmer bloğu,Flanging block) basın çekirdeğinin montajını ve sökülmesini etkiler.· ve çivilenmiş çiviler ile basınç çekirdeği arasında öğütme için yeterli bir boşluk vardır.
G) Atıkların atılması
1) deliği mümkün olduğunca geniş bir şekilde açmak.
2) Bazen, parçacığın engellenmesini önlemek için, yan delme deliğinin parçacığı üst malzeme aygıtını artırmalıdır.
3) kalıntıların en büyük boyutunun genişliğini tam olarak dikkate almak için fırçayı delik üzerinden kaydırmak için kalıntıları tasarlamak eğer dönüşten sonra meydana gelirse.
4) Çöp çok uzunsa, çöpten pürüzsüz bir kayma elde etmek ve kalıbın dayanıklılığını artırmak için çöp bıçağını artırmayı düşünün.
5) Aşağıdaki durumlarda esnek ejektor iğnesi konveks (konkaf) ölçeği kullanmak için.
a) Çöpün parça parça çıkmasını sağlamak için.
b) düştüğü zaman hurda durumunu kontrol etmek istiyorlar.
6) Çöpün geri dönüşü varsa.
A) kalıp içine bıçak miktarı büyük olmalıdır.
b) hurda atıcı cihazını kurmak gerekir.
7) Aşağıdaki durumlarda kılavuz cihazını artırmak gerekir.
a) Atık dışlama tarafında boş bir alan yoktur, dik açı yönünde dikey bir düşüşe dönüştürülmelidir,bir diametreyi en az iki katı olan dikey bir diyaframla,.
b) Eğer delik aynı anda her iki taraftan da delinirse, bölme iğnesini artırmak gerekir.
H) Standart çaplı diagonal çiviler için sınıflandırma.
Basın, parçaların konumlandırılmasını ve deformasyonunu önlemek için kullanılır ve şekline ve hareket yönlerinin sayısına göre üç tipte bölünebilir.
a) Üst sıkıştırma malzemesi çekirdeği
Avantajları şudur: sıkıştırma kuvveti nispeten büyüktür, bu yüzden parçaların deformasyonu hakkında endişelenmenize gerek yok; dikey duvara yakın ve yan duvarın sonuna yakın,Üst sıkıştırma çekirdeği ile ayrılmış.
b) Eğimli kenarlı sıkıştırma çekirdeği
c) Yan sıkıştırma malzemesi ve pozitif sıkıştırma malzemesinin payı
Yan sıkıştırma malzemesinin yetersiz sıkıştırma gücü.
Kararsız parçalar.
Pozitif baskı malzemesi, parçadaki yan baskı malzemesinden 10 mm daha erken basınmalıdır.
I) Eğimli çenin konumlandırılması ve karşı yanlı kuvveti
(b) Kısayol kenarında iki tür iğne konumlandırma ve anahtar konumlandırma vardır.
(b) Yan güçleri önlemek için önlemler alınması gereken daha kalın bir malzemenin bulunduğu yan kesim ve flans.
Yan kuvvetleri önlemek için önlemler ve formlar.
Rehberlik cihazlarının eklenmesi.
www.DeepL.com/Translator (ücretsiz versiyon) ile çevirildi.
![]()
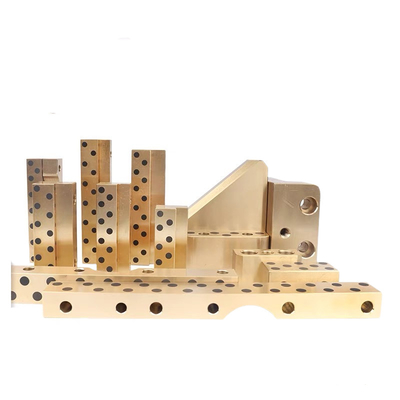
Bakır alaşımı+Özel katı yağlayıcı
Yağsız kaydırma plağı (10mm)
Yağsız kaydırma plağı, ölçekleme / kalıp, makine, otomasyon, inşaat, otomobil gibi birçok kuru uygulamada evrensel kullanım için.
Kendini yağlayan bronz giyim plakaları, bronz kaydırma plakaları, kaydırma plakaları, yağsız kaydırma plakaları.
Tamamen işlenmiş bronz, bakır alaşımlı yağsız kaydırma plakalarının çoğu kendi kendine yağlanır.Bu, bronz levhayı grafit fişleriyle tıkamakla elde edilirTam bir ürün yelpazesi sunuyoruz.Plug grafit rulmanlarıGrafitli parçalarımız hakkında daha fazla bilgi burada bulunabilir.
Kullanım plakaları - SelfLube Kalıp ve Ölçüm Ürünleri, tıkanmış grafit bronz Bakır alaşımları ile yağsız kaydırma plakaları Kullanım plakaları daha geniş bir boyut yelpazesi ile mevcuttur.
Özel boyutlar, delik desenleri veya grafit desenleri için özel konfigürasyonlar.Çin'de yapılmıştır.
Bizim dökme bronz aşınma plakamız sürekli dökme olarak bilinen bir yöntemle üretiliyor.Devamlı dökme ile elde edilen ince taneler yapısı, statik dökme yöntemleriyle ilişkili dökme kusurlarını neredeyse ortadan kaldırırBu yoğun yapı gözenekli olmamakla birlikte aletinizin ömrünü uzatır.
Kendini yağlayan giyim plakaları Bakır alaşımları ile yağsız kaydırma plakaları Cam Slide Guide, Plug Grafit BRONZE BUSHINGS Bakımsız düz rulmanlar lamina gib kaydırmalar.
Kurulumu kolay, dayanıklılığı yüksekOptimize edilmiş tasarımı, kolay montaj, düşük gürültü operasyonu, alan tasarrufu ve bronz buşlar için uzatılmış hizmet ömrü sağlar.
Kaydırma elemanları/Cam bileşenleri/Cam birimleri/Plastik kalıp bileşenleri
Katı Bronz Metal Kendini Yağlayan Taşıyıcı
Standard kaydırma rulman stok boyutu.
Bu standartlar çoğu uygulama için hazır ekonomi sağlar.
C90300 BRONZE GRAPHITE BUSHINGS, kurşunsuz bir alaşımdır
Teneke Bronz BUSHINGS Donanma G QQC-390B Tip II ve Tip III
CDA 903 SAE 620 88-8-0-4 ASTM B505
Çanakkale Bronz SAE 620 |
||||||||||
Eleman |
||||||||||
Cu ((1,2) |
Pb |
S.n. |
Zn |
Fe |
P(3) |
Ni(4) |
Al |
S |
Sb |
Evet. |
Min (%) |
86 |
|
7.5 |
3 |
|
|
|
|
|
|
Max (%) |
89 |
0.3 |
9 |
5 |
0.2 |
0.05 |
1 |
0.005 |
0.05 |
0.2
|
C90300'ün VIIPLUS dökme bronz kabuklarıSürekli döküm, yüksek kalite ve performans sağlar.Yüksek yoğunlukluTaneler yapısı, gözeneklilikten arınır, bu da alet aşınmasını ve parça atıklarını azaltır.
Katı çubuklar 13 inç ve 105 inç uzunlukta stoklanmıştır ve diğer uzunluklarda ve standart olmayan boyutlarda mevcuttur.veya acil onarımlar için.
|
|
Eleman |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
Cu ((1,2) |
Pb |
S.n. |
Zn |
Fe |
P(3) |
Ni(4) |
Al |
S |
Sb |
Evet. |
|
|
|
|||||||||||
|
Min (%) |
86.0 |
|
7.5 |
3.0 |
|
|
|
|
|
|
|
|
Max (%) |
89.0 |
0.30 |
9.0 |
5.0 |
0.20 |
0.05 |
1.0 |
0.005 |
0.05 |
0.20 |
0.005 |
C90300 TIN BRONZE Başlıkları.
VIIPLUS INTERNATIONAL'dan bakır, tunç ve bronz alaşımları
BS 1400 (LG1, LG2, LG4, LG3, PB1, PB2, PB3, PB4, LPB1, LB1, LB2, LB3, LB4, AB1, AB2, HTB3, HTB1)
UNS (C62500, C83600, C84400, C86200,C86300, C87200, C90700, C93200, C93700, C93800, C95200, C95500)
BS EN (CC490K, CC491K, CC493K, CC480K, CC483K, CC482K, CC495K, CC496K, CC331G, CC333G, CC762S, CC764S).
|
Ortak döküm bakır alaşımları için ilgili özellikler ve uygulamalar |
|||||
|
Alaşım Tanımı |
Amerikan Spec. |
Amerikan Spec. |
Alman Spec. |
İngiliz Spec. |
Tipik Malzeme Uygulamalar |
|
UNS |
SAE |
alaşım |
alaşım |
||
|
Cu85 Sn5 Zn5 Pb5 |
C83600 (CDA 836) |
40 |
CuSn5ZnPb |
LG2 |
Pompa bileşenleri, küçük dişliler, rulmanlar, döngüler, flanslar, düşük basınçlı valfler ve armatürler. |
|
Cu83 Sn3 Zn8 Pb6 |
C84400 (CDA 844) |
- |
CuSn2ZnPb |
* LG1 |
Hafif görev rulmanları, genel donanım, armatürler, düşük basınçlı valfler ve ekipmanlar. |
|
Cu63 Al6 Fe3 Mn3 Zn25 |
C86300 (CDA 863) |
430B |
- |
- |
Devizler, camlar, yavaş hızlı ağır yük yatakları, vidalı fıstıklar için ağır görevli yüksek dayanıklı bir alaşım. |
|
Cu88 Sn8 Zn4 |
C90300 (CDA 903) |
620 |
- |
- |
rulmanlar, kabuklar, piston halkaları, valf bileşenleri, mühür halkaları, buhar armatürleri ve dişliler. |
|
Cu88 Sn10 Zn2 |
C90500 (CDA 905) |
62 |
CuSn10Zn |
*G1 |
Deniz pompaları, valfler, rulmanlar, kutular, piston halkaları, buhar armatürleri ve dişlileri. |
|
Cu89 Sn11 |
C90700 (CDA 907) |
65 |
CuSn12 |
* PB1 |
Ağır devreye giren dişliler, yüksek yüklü rulmanlar, kutular ve solucan tekerlekleri. |
|
Cu88 Sn6 Zn4 Pb2 |
C92200 (CDA 922) |
622 |
- |
LG3 |
550 F (287 C) 'ye kadar kullanım için valfler, armatürler, orta basınçlı hidrolik ve buhar basıncı parçaları |
|
Cu87 Sn11 Ni2 |
C92500 (CDA 925) |
640 |
CuSn12Ni |
CT2 |
Düğmeler, solucan tekerlekleri - İyi şok direnci, Otomobil senkronizatör halkaları. |
|
Cu87 Sn11 Pb2 |
C92700 (CDA 927) |
63 |
CuSn12Pb |
LB3 |
Ağır yüklü rulmanlar, bantlar, piston halkaları, valf bileşenleri, buhar armatürleri, dişliler. |
|
Cu83 Sn7 Zn3 Pb7 |
C93200 (CDA 932) |
660 |
CuSn7ZnPb |
|
Orta hızlar ve basınçlar için genel fayda rulmanları, kabuklar ve aşınma plakaları. |
|
Cu85 Pb10 Sn5 |
C93500 (CDA 935) |
66 |
- |
LB4 |
Yüksek hızlı rulmanlar, kabuklar, yüksek hızlı hafif yükleme ve hafif basınçlı parçalar. |
|
Cu80 Pb10 Sn10 |
C93700 (CDA 937) |
64 |
CuPb10Sn |
LB2 |
Yüksek hız ve ağır basınç için rulmanlar, pompa parçaları, basınç geçirmez dökümler. |
|
Cu78 Pb15 Sn7 |
C93800 (CDA 938) |
67 |
CuPb15Sn |
LB1 |
Turboşarj rulmanları, genel hizmet ve orta basınçlı rulmanlar, demiryolu uygulamaları. |
|
Cu87 AI10 Fe3 |
C95400 (CDA 954) |
- |
CuAI10Fe |
- |
Yüksek dayanıklılıklı rulmanlar, kabuklar, dişliler, solucanlar, aşınma plakaları, valf koltukları ve kılavuzlar. |
|
Cu81 AI10 Ni5 Fe4 |
C95500 (CDA 955) |
- |
CuAI10Ni |
- |
Yüksek dayanıklılıklı rulmanlar, korozyona dayanıklı parçalar, uçak vanaları rehberleri ve koltuklar. |
|
Cu80 AI10 Ni6 Fe4 |
C95800 (CDA 958) |
- |
CuAl10Ni |
AB2 |
Kirlenmeye karşı tuzlu su korozyona dayanıklı parçalar ve genel deniz donanımı. |
|
Fosfor Bronz Sınıf I |
C54400 |
|
CuSn4 |
PB101 |
|
|
Fosfor Bronz Sınıf I |
C54400 |
CuSn4 |
PB101 |
|
Fosfor Bronz II. sınıf |
C51000 |
CuSn5 |
PB102 |
|
Fosfor Bronz III. sınıf |
C51900 |
CuSn6 |
PB103 |
|
Fosfor Bronz |
C52100 |
CuSn8 |
PB104 |
![]()
Profesyonel özel bakır alaşım üretimi tesisi olarak, şirket kimyasal bileşiği, mekanik özellikleri, fiziksel özellikleri,ve katı iç standartlara sahip malzemelerin diğer özellikleri.
Şirket, ilgili bronz alaşımını Çin ve yabancı ülkelerin ilgili marka standartlarına göre üretir.Mükemmel performans ve kısa teslim süresi.
Şirketin mevcut ürün markaları: qsn6.5-0.1Qsn7-0.2Qsn8-0.3, ZCuSn10P1, ZCuPb10Sn10, ZCuPb15Sn8, ZCuPb20Sn5, ZCuSn5Pb5Zn5, ZCuSn6Zn6 Pb3, C54400, C84400, C93200, C93700, C93800, vb.
Ulusal standart, Amerikan standardı, Alman standardı ve diğer müşteri standartlarına göre özel.
Ürün türü: bakır çubuk, bakır boru, şekilli boru dahil, çubuk.
![]()
Ürün Tanımı: Manganez Bronz kabuğu
Bu ürün yüksek dayanıklı bakırdan yapılmıştır.CuZn25Al6Fe3Mn3yüksek mekanik özelliklere sahip özel bir formül,İyi döküm performansı ve iyi korozyon direnciÜrünler sürekli döküm makinelerinde, madencilik makinelerinde, gemilerde, gaz türbinlerinde ve benzeri alanlarda yaygın olarak kullanılır.
Rayon, radial destek rulmanı ve itiş rulmanı olarak bölünen buhar türbininin önemli bir parçasıdır.Onlar rotor tüm yerçekimini taşımak ve silindirdeki rotor doğru konumu belirlemek için kullanılır.
VSB-50 kendi kendine yağlanan bir rulman malzemesidir.yüksek kalitelibronz rulman, sert yağla dolu cepleri ve çalıştırma işlemini kolaylaştırmak için rulman yüzeyinde sert yağlı ince bir film. VSB-50bakımsızYağ veya yağla yağlanmaya ihtiyaç duymayan rulmanlar, büyük rulmanlar için önerilmektedir. düşük sürtünme katsayısına sahiptir.
Bakır alaşımından yapıştırılmış kendi kendine yağlayıcı rulman(Yabancı deva diyor. kaydırma) bakır alaşım altyapıya dayanır, uygun boyutları delmek için belirli bir orana göre sürtünme yüzeyinde,Düzenli olarak düzenlenmiş birkaç delik (diametri phi d 200 mm veya daha az) veya kör delik (diametri phi d > 200 mm), bir tür yüksek performanslı kendi kendine yağlayıcı rulmanların hassas işleme ile tek bir yağlayıcı katı yağlayıcı ile deliğe gömülü.
Özellikle yağ filmi yağlanmasına bağlı olarak sıradan rulmanların sınırlamalarını kırar.yağsız, yüksek sıcaklık, yüksek yük, Düşük hız, kirlenme karşıtı, korozyon, radyasyon karşıtı, ayrıca su veya vakum çözeltisinde sızıntı ve yağ yağlama veya özel çalışma koşullarında yağlama zor değildir.
VSB-50W WASHER Güçlu yıkayıcılar PAW
¢UyumluDüşük hız, ağır yükveya aralıklı hareket koşullarında, yağlama yağı filmi oluşamıyor ya da devam etmiyor;
- İş ortamı veya mekanik yapı kısıtlamaları için uygundur, yağ yağlama fırsatları sağlamak zordur;
İşlerde darbe yüklerinin kolaylıkla meydana geldiği durumlar için uygundur;
-Dönüşüm, dönüşüm, salınım ve doğrusal ve diğer hareket biçimleri için uygundur ve sık sık veya yüksek yük altında başlama durumlarına ihtiyaç duyar;
¢UyumluYüksek veya düşük sıcaklıkta çalışmak, veya büyük olayların çevre sıcaklık aralığı;
¢UyumluUzun bakım döngüsü veya yüksek bakım maliyeti,rulmanların uzun kullanım ömrüne ihtiyaç duyarlar.
İyi korozyon direnci deniz suyunda ve diğer kimyasal sıvılarda veya gazlarda ve diğer koroziv ortamlarda kullanılabilir;
Su emileme, iyi boyutsal istikrar, yüksek mekanik dayanıklılık ve iyi ısı iletkenliği;
• Orta yük koşulunda, orta hızda, yağlama, karışık yağlama elde edilebilir, hizmet ömrünü uzatabilir;
VSB-50W WASHER malzemesisert dökme bronzÖzel katı yağlayıcılar yerleştirilen metal bazlı.Yüksek yük ve katı yağlayıcılar kendi kendine yağlandırma sağlar.Yaylak aşırı sıcaklık koşullarında önceden yağlanmadan mükemmel performans göstermektedir.Düşük hızda yüksek/düşük sıcaklıkBu malzeme, özellikleYüksek yük, aralıklı salınım hareketi.
|
Sınıf |
50# |
50S1 |
50S2 |
50S3 |
650S5 |
|
Malzeme |
CuZn25AI5Mn4Fe3 |
CuSn5Pb5Zn5 |
CuAI10Ni5Fe5 |
CuSn12 |
CuZn25AI5Mn4Fe3 |
|
yoğunluk |
8 |
8.9 |
7.8 |
8.9 |
8 |
|
Sertlik |
≥210 |
≥ 70 |
≥ 150 |
≥ 75 |
≥235 |
|
Çekim gücü |
≥ 750 |
≥ 250 |
≥ 500 |
≥270 |
≥ 800 |
|
Üretim gücü |
≥ 450 |
≥ 90 |
≥ 260 |
≥ 150 |
≥ 450 |
|
Uzunluk |
≥12 |
≥13 |
≥ 10 |
≥ 5 |
≥ 8 |
|
Doğrusal genişleme katsayısı |
1.9×10-5/°C |
1.8×10-5/°C |
1.6×10-5/°C |
1.8×10-5/°C |
1.9×10-5/°C |
|
En fazla. |
-40~+300°C |
-40~+400°C |
-40~+400°C |
-40~+400°C |
-40~+300°C |
|
Maks.dinamik yük |
100 |
60 |
50 |
70 |
120 |
|
Maks.hız ((Kuru) |
15 |
10 |
20 |
10 |
15 |
|
N/mm2*m/s ((Yağlama) |
200 |
60 |
60 |
80 |
200 |
|
Sıkıştırma deformasyonu |
< 0,01 mm |
< 0,05 mm |
< 0,04 mm |
< 0,05 mm |
< 0,005 mm |

|
Ürün NO. |
Kimyasal Kompozisyonlar |
||||||||
|
TOB 050 |
Cu |
Zn |
Al |
Fe |
M |
Evet. |
Ni |
S.n. |
Pb |
|
60~66 |
22 ~ 28 |
5.0~8.0 |
2.0~4.0 |
2.5~5.0 |
<0.1 |
<0.5 |
<0.2 |
<0.2 |
|
Standart boyutlarda bulunan rulman formları
· Silindir şeklindeki çalılar
· Flanked çalılar
· Kaydırma plakaları
Sipariş üzerine yapılmış rulman formları: özel boyutlarda standart formlar, zorlama silindirleri, flanslı zorlama silindirleri, yarı rulmanlar, damgalama veya derin çizim yoluyla elde edilen özel şekiller,özel rulman tasarımları


