


Tüm ürünler
-
Oilless çalılar
-
Sarılı Bronz Rulmanlar
-
Grafit Fişli Burçlar
-
Bronz Kol Burçlar
-
Kendinden Yağlamalı Düz Rulman
-
Bronz Gleitlager
-
Polimer Düz Yataklar
-
Bimetal Rulman Burçlar
-
Bronz Düz Rulmanlar
-
Plastik Düz Rulmanlar
-
Kendinden Yağlamalı Aşınma Plakaları
-
Paslanmaz Çelik Burçlar
-
Bronz Burçlar Cast
-
Bronz Burç Malzemesi
-
Valf Burç
-
Kendinden Yağlamalı Bronz Burçlar
-
Flanşlı Kol Rulman
-
Kuru Sürgülü Rulman
-
 Kanada konumundan DavidFirmamız viiplus çin bronz gleitlager ithalat, viiplus profesyonel ekibi gümrükleme her zaman pürüzsüz olmasını sağlar. Onlar doğru bir bronz burç sınıflandırma sağlamak, tüm evrak işlemek, Biz kendi kendini yağlayan bronz burçlar aldık. İyi görünüyorlar ve yüksek kalite.
Kanada konumundan DavidFirmamız viiplus çin bronz gleitlager ithalat, viiplus profesyonel ekibi gümrükleme her zaman pürüzsüz olmasını sağlar. Onlar doğru bir bronz burç sınıflandırma sağlamak, tüm evrak işlemek, Biz kendi kendini yağlayan bronz burçlar aldık. İyi görünüyorlar ve yüksek kalite. -
 Kaliforniya'dan ValerieÇin'den bronz gleitlager'ı bazen Hava yoluyla incoterm FOB shanghai altına ithal ediyoruz. viiplus çok iyi bir bronz gleitlager tedarikçisi, onlar çok profesyonel ve sabırlı, biz yeni sipariş bilgilendirmek sonra, onlar zamanında bronz gleitlager üreticisi olacak ve bize zamanlama vermek, ve sonra sadece bronz parçaları almak gerekir
Kaliforniya'dan ValerieÇin'den bronz gleitlager'ı bazen Hava yoluyla incoterm FOB shanghai altına ithal ediyoruz. viiplus çok iyi bir bronz gleitlager tedarikçisi, onlar çok profesyonel ve sabırlı, biz yeni sipariş bilgilendirmek sonra, onlar zamanında bronz gleitlager üreticisi olacak ve bize zamanlama vermek, ve sonra sadece bronz parçaları almak gerekir -
 Almanya'dan PapatyaKovanlı Rulman için en iyi yüzey kaplamaları, daha sıkı eşmerkezlilik ve bronz burçlar malzeme bütünlüğü. Çin'den standart inç ve metrik kovanlı yatakların ve burçların iyi tedarikçisi. https://www.bronzelube.com/
Almanya'dan PapatyaKovanlı Rulman için en iyi yüzey kaplamaları, daha sıkı eşmerkezlilik ve bronz burçlar malzeme bütünlüğü. Çin'den standart inç ve metrik kovanlı yatakların ve burçların iyi tedarikçisi. https://www.bronzelube.com/
İlgili kişi :
Tiffany
Telefon numarası :
+86 18258386757
Naber :
+8618258386757
GCR15 Sertleştirilmiş Çelik Kovanlı Yatak Burcu Yiv







| Menşe yeri | Bronz Rulmanlar Tedarikçisi |
|---|---|
| Marka adı | VIIPLUS |
| Sertifika | ISO9001 |
| Model numarası | Sert burç, Sertleştirilmiş çelik burç |
| Min sipariş miktarı | tartışılabilir |
| Fiyat | Solid bushing MFG, china factory directly prices |
| Ambalaj bilgileri | BURÇ İHRACAT KARTONLARI, AHŞAP KASA, GEREKSİNİMLERİ BELİRTİN |
| Teslim süresi | hızlı teslimat |
| Ödeme koşulları | İLERİ TT |
| Yetenek temini | Bronz Burçlar Çevrimiçi • Kayar Yataklar Üreticiler • Kendinden yağlamalı Burç Tedarikçiler |

Ücretsiz numune ve kuponlar için bana ulaşın.
Naber:0086 18588475571
sohbet: 0086 18588475571
Skype: sales10@aixton.com
Herhangi bir endişeniz varsa, 24 saat çevrimiçi yardım sağlıyoruz.
xÜrün ayrıntıları
| Malzeme | C45, GCr15, 40Cr | Özellik | Sertleşme, Aşınma Direnci |
|---|---|---|---|
| Uygulama | Ekskavatörler, Vinçler, İnşaat Makinaları | Boyut | Özel |
| Taşımacılık Fiyatı | Tiffany@viiplus.com | Kendini yağlayan rulman kabuğu üreticisi | https://www.viiplus.com/ |
| Vurgulamak | PTFE Kaplamalı Kendinden Yağlamalı Düz Yatak, Teflon Kendinden Yağlamalı Düz Yatak, Çelik Destek | Karakteristik | Втулки скольжения (биметаллические подшипники скольжения) |
| Kuru kaymalı yatak | Self Lubricating Plain Bearing Work in High Temp & Submerged Applications Where Grease, Oil & | Bush Lageri Üreticileri Tedarikçiler İhracatçılar | düz rulmanlar. Uzun, bakımsız hizmet, çeşitli tasarımlarda ve farklı malzemelerden tulumlar üretir. |
| Vurgulamak | Kendinden Yağlamalı Düz Ekskavatör Rulman,Sertleştirici Kendinden Yağlamalı Rulman |
||
Ürün Açıklaması
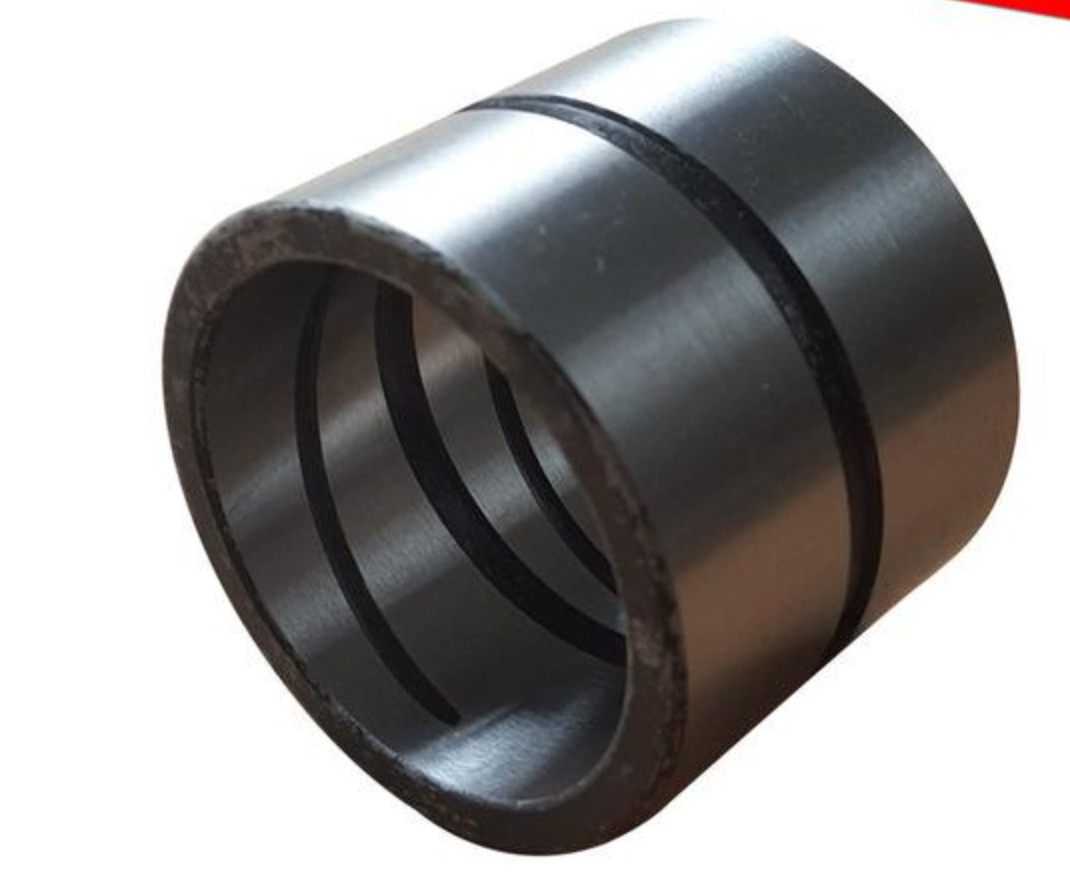
GCR15 Sertleştirilmiş Çelik Koltuk Taşıma Kasak Çukur, GCR15 sertleştirilmiş çelikten yapılmış bir rulman kasak türüne atıfta bulunur ve bir çukur tasarımına sahiptir.GCR15 çelik, mükemmel aşınma direnci ve mekanik özellikleri nedeniyle rulman üretiminde yaygın olarak kullanılan yüksek karbonlu kromlu bir çeliktir.Sertleştirilmiş çelik kol, yüksek yük taşıma kapasitesi ve dayanıklılığı sağlar, bu da rulman sisteminin istikrarını ve güvenilirliğini sağlar.Çukur tasarımı yağlama ve ısı dağılımı için izin verir, sürtünmeyi ve aşınmayı azaltır ve rulman kabuğunun kullanım ömrünü uzatır.Bu tür rulman kabuğu, yüksek hassasiyet ve güvenilirlik gerektirdiği çeşitli endüstriyel uygulamalarda yaygın olarak kullanılır.
Katı kabuk, sertleştirilmiş çelik kabuk, kazık makinesi için,GCR15 Sertleştirilmiş Çelik Yumruklı Çubuklı Çukurlu,Yüksek karbonlu kromlu çelik rulmanlar
GCR15 taşıma çelik kolunun üretiminde uzmanlaşmış özel sert eskisine dayanıklı çelik kolunun eskisine dayanıklı kendi kendine yağlayıcı çelik kolunun üretimi
GCR15 taşıyıcı çelik kol extra sert çelik kol kendi kendine yağlanan giyimden dirençli çelik kol.
Çeşitli çelik sınıflarında temel malzeme olarak,çalışma yüzünde çalışma koşullarına göre belirli bir oranda boşluktan işleme ve katı yağla doldurma, çelik alaşımı yüksek taşıma kapasitesi sağlar ve katı yağlayıcı daha düşük sürtünme çift oluşturabilir,Yüksek yük düşük hız koşulunda mükemmel yağlama gösterdi katı yapıştırılmış desteklenmiş ürünler, çok yüksek bir sıkıştırma performansına sahiptir. gömülü grafit çalışırken, yağlama parçacıkları boşaltılır, böylece şaft ile kol arasında bir diyafram tabakası oluşur,Monomer yağ yağlamalarından daha fazla ısırık önleme avantajına sahiptir.
Özellikle kalıp kılavuzu, enjeksiyon kalıplama makinesi kalıp çerçevesi, toprak yuvarlama makinesi, vinç desteği gibi kaldırma makinelerinin destek parçaları için uygundur.
Belirli boyut JDB-650 standardına atıfta bulunabilir, ayrıca çelik şaft üretimi ile eşleştirilebilir.
Endüstriyel uygulamalar için katı kabuğu. Kaydırma rulman teknolojisi için küresel ortağınız. Sipariş Bushings Online. Ürün yelpazesi. Görüntüwww.viiplus.com;Standart boyutlarda mevcut olan düz rulman türleri: Silindirli çalılar, Flanged çalılar, İtki silindirleri, Flanged silindirleri, Kaydırma plakaları.
|
Ürün Türü:
|
Katı kabuk
|
|
Uygulama:
|
Kazı makineleri, vinçler, inşaat makineleri.复制
|
|
Malzeme:
|
GCr15, 40Cr, C45
|
|
Sertlik:
|
52~60HRC
|
|
Maksimum Dinamik Yük:
|
250N/mm2
|
|
En yüksek doğrusal hız:
|
0.1m/s
|
|
Maksimum PV Değeri
|
1.5 N/mm2.m/s
|
|
Çalışma sıcaklık sınırı
|
-100~+350°C
|
|
Doğrusal genişleme katsayısı
|
1.1×10-5/°C
|
|
Standart ürün kataloğunun yanı sıra, standart olmayan ürünleri veya müşteri gereksinimlerine göre siparişleri de sunuyoruz.
|
|
GCR15 Sertleştirilmiş Çelik Yumruğu Taşıma Çukur Çubuk Boyutu
|
d
|
D
|
IDF7
|
ODm6
|
L- 0 oldu.10
- 0 oldu.30 |
|||||||||||||||
|
8
|
10
|
12
|
15
|
16
|
20
|
25
|
30
|
35
|
40
|
50
|
60
|
70
|
80
|
||||||
|
8
|
12
|
8
|
+0.028
+0.013 |
12
|
+0.018
+0.007 |
081208
|
081210
|
081212
|
081215
|
|
|
|
|
|
|
|
|
|
|
|
10
|
14
|
10
|
14
|
101408
|
101410
|
101412
|
101415
|
|
101420
|
|
|
|
|
|
|
|
|
||
|
12
|
18
|
12
|
+0.034
+0.016 |
18
|
|
121810
|
121812
|
121815
|
121816
|
121820
|
121825
|
121830
|
|
|
|
|
|
|
|
|
13
|
19
|
13
|
19
|
+0.021
+0.008 |
|
131910
|
|
131915
|
131916
|
|
|
|
|
|
|
|
|
|
|
|
14
|
20
|
14
|
20
|
|
142010
|
142012
|
142015
|
|
142020
|
142025
|
142030
|
|
|
|
|
|
|
||
|
15
|
21
|
15
|
21
|
|
152110
|
152112
|
152115
|
152116
|
152120
|
152125
|
152130
|
|
|
|
|
|
|
||
|
16
|
22
|
16
|
22
|
|
162210
|
162212
|
162215
|
162216
|
162220
|
162225
|
162230
|
162235
|
162240
|
|
|
|
|
||
|
18
|
24
|
18
|
24
|
|
|
182412
|
182415
|
182416
|
182420
|
182425
|
182430
|
182435
|
182440
|
|
|
|
|
||
|
20
|
28
|
20
|
+0.041
+0.020 |
28
|
|
202810
|
202812
|
202815
|
202816
|
202820
|
202825
|
202830
|
202835
|
202840
|
202850
|
|
|
|
|
|
22
|
32
|
22
|
32
|
+0.025
+0.009 |
|
|
223212
|
223215
|
|
223220
|
223225
|
|
|
|
|
|
|
|
|
|
25
|
33
|
25
|
33
|
|
|
253312
|
253315
|
253316
|
253320
|
253325
|
253330
|
253335
|
253340
|
253350
|
253360
|
|
|
||
|
30
|
38
|
30
|
38
|
|
|
303812
|
303815
|
|
303820
|
303825
|
303830
|
303835
|
303840
|
303850
|
303860
|
|
|
||
|
35
|
45
|
35
|
+0.050
+0.025 |
45
|
|
|
|
|
|
354520
|
354525
|
354530
|
354535
|
354540
|
354550
|
354560
|
|
|
|
|
40
|
50
|
40
|
50
|
|
|
|
|
|
405020
|
405025
|
405030
|
405035
|
405040
|
405050
|
405060
|
405070
|
405080
|
||
|
45
|
55
|
45
|
55
|
+0.030
+0.011 |
|
|
|
|
|
|
|
455530
|
455535
|
455540
|
455550
|
455560
|
|
|
|
|
50
|
60
|
50
|
60
|
|
|
|
|
|
|
|
506030
|
506035
|
506040
|
506050
|
506060
|
506070
|
506080
|
||
GCr15 çelik rulman halkalarının söndürme kalitesi I. Söndürme ve soğutma sırasında rulman halkalarının yaygın kusurlarının genişleme süreci
Yağ, rulman parçaları için söndürme ortamı olarak yaygın olarak kullanılır. GCr15 çelik kolunun ana nedeni, soğutma sürecinin üçüncü aşamasında (konveksiyon dönemi) yağın soğutma hızının çok yavaş olmasıdır..10. ve 20. makine yağlarının önceki üretiminde 650-500°C'de 20-50°C/s arasında. Konveksiyon aşaması yaklaşık 300°C'den başlar ve oda sıcaklığına kadar devam eder.Bu sadece martensit sıcaklığı daha az gerektiren yatak çelik soğutma hızı doğrultusunda, böylece yatak parçalarının deformasyon ve çatlama eğilimleri söndürme işleminde büyük ölçüde azaltılır.ve yağda yukarı ve aşağı hareket halkasının frekansı ve genişliği operatör tarafından elle kontrol edilir, bu da işlem gereksinimlerini karşılamakta zorlanmaktadır, yani yağın içinden geçen halka süresi 3S / mm'den az değildir.Yüzük sıklıkla aşağıdaki kalite sorunları ortaya çıkar: 1) zayıf sertlik eşitliği: aynı halka sertlik ayrımı HRC > 2, aynı halka sertlik eşitliği HRC > 1 veya 2. 2) halka yüzeyinde bölgesel veya yerel yumuşak noktalar ortaya çıkar.3) BBB 0 7 mm etkin duvar kalınlığı olan halka için, 45 çelik kolunun mikrostrukturunda retiküler trositik yerler ortaya çıktı.
1998'deki ısı işleminin kalite analizinin gösterdiği gibi, zayıf soğutma nedeniyle onarılması gereken fırın sayısı, söndürülmüş bronz kabuk ateşinin onarım oranının %51,5'idir.Soğutma sürecinde halkaların kusurları taşımak sertliği ve gücü azalmasına yol açar, giyim direnci ve yorgunluk direnci.
GCr15 çelik rulman halkasının söndürme kalitesini belirleme süreci
Soğutma sırasında halka sorunları için aşağıdaki önlemler alınmıştır:
1. Soğutma yöntemini değiştirmeden, çelikteki süper soğutulmuş austenitin istikrarını artırmak için yüzüğün söndürme ısıtma sıcaklığını artırın (üst sınır sıcaklığını seçin),Böylece GCr15 çelik kritik soğutma hızını azaltmakBununla birlikte, ısıtma sıcaklığının artmasıyla birlikte, ikincil karbitler çelikte çok fazla çözülür ve daha büyük austenit taneleri oluşur.ve martensit büyümesini engelleme etkisi zayıflar.Aynı halka sertlik farkı daha büyüktür ve maksimum fark HRC2'dir. Zaman zaman söndürülmüş ve ısıtılmış yapıda hala birkaç küçük kütleli taustenit vardır.Aynı zamanda500 x metallografik mikroskop altında, acicular martensit (aşırı ısıtılan doku) net bir şekilde görülebilirdi.ve çap değişikliğinin aşırı hata oranı ortalama %10'dan %20'ye kadar artıyor., ve parçaların mekanik özellikleri nispeten bozulur.
2. Daha hızlı soğutma hızı ile hızlı söndürme yağı kullanın. nesnel koşulların sınırlanması nedeniyle, üretim sırasında, kaçınılmaz olarak az miktarda su yağ tankına girer,Kullanım sürecinde yağı yavaş yavaş emülsiyon yapacak, performansını değiştirmek, iyi soğutma etkisini kaybetmek ve söndürme kalitesini ideal etkiye ulaşamamak için.
GCr15 çelik rulman halkasının söndürme kalitesini belirleme süreci
Yerleme halkaları için yeni ısı işleme teknolojisinin araştırılması ve uygulanması
Sıcaklaştırma ortamının soğutma ve sertleştirme kapasitesi, rulman halkalarının ısı işleme kalitesini etkileyen önemli bir faktördür.Bu iş parçasının metallürjik faktörleri ile ilgilidir., C eğrisinin şekli ve soğutma koşulları.Ve güçlü soğutma kapasitesine sahip söndürme ortamı, söndürüldükten sonra iş parçasının sertliğini daha yüksek veya sertleştirme katmanını daha derin hale getirebilirPratikte, sertleşmeyi sağlamak için anahtar, C eğrisinin burun ucunda yeterince büyük bir soğutma hızıdır, ancak martensit dönüşümü sırasında nispeten küçük bir soğutma hızı gereklidir.Yeni teknolojinin uygulanması bu özelliğe uyarlanmıştır.İş parçasının ve söndürme yağının göreceli hızını değiştirerek ve söndürme ortamının soğutma ve sertleştirme yeteneğini değiştirerek,İş parçasının yapı oluşumu için farklı soğutma hızlarının gereksinimlerini farklı sıcaklıklarda karşılamak için ideal söndürme kalitesi elde edilebilir..
1Soğutma dayanıklılığı testi analizi
Birçok test ve analiz sayesinde, yeni teknoloji ile soğutma yöntemini değiştirerek yağın soğutma dayanıklılığının iyileştirilebileceği gösterilmiştir.ısı işleminin kalitesini artırmak içinSoğutma gücü H, ortamın soğutma kapasitesini yansıtan bir parametredir, H = αλ / 2 (α yüzey ısı transferi katsayısı, λ çelik ısı iletkenliği).Sakin su için H değeri 0.1H değeri ne kadar büyükse, ortamın soğutma kapasitesi o kadar güçlüdür.Soğutma kuvvetinin değişimi Tablo 1'de gösterilmiştir.Öldürme, yağı güçlü bir şekilde karıştırarak yapıldığında, H değeri 0'a ulaşabilir.7Genel olarak, yağ söndürme H değeri 0.3.
2Mikrostructure ve sertlik testi analizi
Ürün modelini 314/01'de test etme sürecinde halka, söndürme sıcaklığı 840.40 °C, makine yağı, 10 halka için statik söndürme ve soğutma koşullarında soğutma sıvısı, birçok deney yapıldı,Sonuçta, ring troostite düzeyinde mikrostrukturdaki değişiklikler, statik ve dinamik soğutma koşullarında halka, örgüt yakın boyut yaklaşık 5 ~ 10 kez farklı, kanal soğutma koşulunda, aynı halka sertlik farkı 0'a düşürülür.5.
3- Yeni süreç ve ekipman iyileştirmelerinin uygulanması
Yeni süreç üretim tesislerini değiştirmek, söndürme yağı ve su ceket soğutmasını dolaşım soğutmasına dönüştürmek,soğutulmuş yağı söndürme tankının altından enjekte etmek için büyük bir akışlı yağ pompası kullanın., önce huniğin altında bir dolaşım oluşturmak, eşit yükselmek ve daha sonra bir tekerlekli koyu fışkıran yağ sütunu oluşturmak için delik plaka iki katman boyunca yukarı enjekte,Petrol tankındaki yağ yüzeyi kaynıyor.Ve yağ pompasının çıkış akışını değiştirebilir, halka ve yağın göreceli hareket hızını değiştirebilir,İş parçasının oluşum sürecinde farklı soğutma oranlarının gereksinimlerini karşılamak için, ve aynı zamanda, üst sıcak yağ zamanında pompalandırılır, böylece yağ olukundaki üst ve alt katmanların yağ sıcaklığı temelde dengelenir.Yağ soğutma filtrasyon sistemi sadece yağ tamamen soğutulabilir yaparBu yeni işlem, yüksek sıcaklık koşullarında GCr15 çeliklerinin yüksek soğutma oranı gereksinimlerini karşılamakla kalmaz,söndürme sertliğini ve söndürmenin homojenliğini sağlar, ancak aynı zamanda iş parçasının daha düşük bir sıcaklıkta austenitize edilmesiyle elde edilen ince taneler ve düşük karbon ve krom içeriği olan austenitin gerektirdiği kritik söndürme hızını da karşılar,Martensit matris yapısını rafine etmek. Öldürme çatlaklarından kaçının, rulman halka öldürme sertliğini HRC64 ~ 65'te istikrarlı bir kontrol haline getirin.5, 2 ~ 3 derecede bir söndürme mikrostrüktürü. en fazla 2 seviye ile, 100 mm veya daha fazla dış çapı ¢ söndürme sonrası halka çapı değişimi üzerinde hata oranı yaklaşık% 7'ye düşürüldü,çalıştırılan parçanın yüzey parlaklığı söndürüldükten sonra arttı, tüm kalifiye kalite, atık kaybını ve onarımını azaltır.
Üretim tesislerinin iyileştirilmesi sıcak söndürme tankı üst orta sınıf filtrasyon ünitesine yağ taşınması,ve daha sonra temizlik döngüsü havuzunda (yer) bakır boru soğutucu bir set üzerinde, ve daha sonra yağ pompasında soğutulduktan sonra yağ pompası söndürme tankının dibine, iki katman arası açıklık ¢5 mm, 20 mm x 20 mm'lik gözenekli plaka,İkinci kattaki bir boşlukSoğutma yağının eşit yükselişini sağlayın.
VIIPLUSTüm türden buşların, yedek parçaların, makine parçalarının ve hassas parçaların araştırılmasına ve üretimine adanmış.,Toplam on ürün kategorisi sağladık. Bunlara bileşik kendi kendine yağlanan kabuk, sınırlı yağlayıcı kabuk, bimetal kabuk, yağla sinterlenmiş kabuk,Grafitli katı yağlama kabuğu, çelik kabuk, dökme bakır kabuk, sarılmış bronz kabuk, küresel düz yatak ve filament yaralı yatak.
![]()
-
Açıklama
| Malzeme ve rulman özellikleri | Birim | Değer | Birim | Değer | ||
| Maks.dinamik yük | MPa | 250 | psi | 36,200 | ||
| Çalışma sıcaklığı | °C | ¥100 - 350) | °F | -148'den 662'ye kadar | ||
| Yağ yağlama | ||||||
| En fazla kayma hızı | m/s | 0.1 | fpm | 19.7 | ||
| Max.PV Değeri | m/s | 1.5 | psi x fpm | 43,500 | ||
| Min. Sertlik | HRC | 55 | HRC | 55 | ||
![]()
-
Açıklama
| Malzeme ve rulman özellikleri | Birim | Değer | Birim | Değer | ||
| Maks.dinamik yük | MPa | 100 | psi | 14,500 | ||
| Çalışma sıcaklığı | °C | 100-250) | °F | - 148 ile 482 arasında. | ||
| Yağ yağlama | ||||||
| En fazla kayma hızı | m/s | 0.5 | fpm | 100 | ||
| Max.PV Değeri | m/s | 1.5 | psi x fpm | 43,500 | ||
| Min. Sertlik | HV | 600 | HV | 600 | ||
| Malzeme |
1.Paslanmaz çelik: SS303, SS304, SS316, SUS420J2, vb. 2Çelik: 12L14, 12L15, C45 ((AISI1045), vb. 3Karbon çelik: CH1T, ML08AL, 1010, 1035, 1045, vb. 4Alaşımlı çelik: 10B21, 35ACR, 40ACR, 40Cr, 35CrMn vb. 5Alüminyum veya Alüminyum alaşımı: Al6061, Al6063 vs. 6Bakır: C3604, C38000, vb. |
Tipik Uygulama
Kazı makineleri, vinçler ve inşaat makinelerinin bazı önemli parçaları.
Önerilen Ürünler